Tento spôsob zvárania je určený pre navarovanie spojovacích prvkov na strojné a stavebné dielce od 3 mm do 30 mm z oceli, chrómniklovej oceli, tepelne stálej oceli a v mimoriadnych prípadoch aj z hliníku, mosadzi a titánu. Zdrojom energie je zvárací usmerňovač, ktorý dodáva plynulý a presne riadený zvárací prúd. Zvárací čas sa pohybuje medzi 0,1 až 0,2 sekundy. Na formovanie zvaru sa pri tejto technológii používajú keramické krúžky.
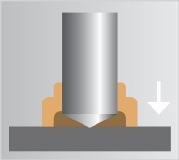
Špička svorníku sa dotkne obrobku. |
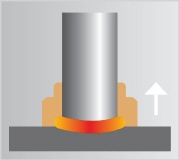
Svorník sa nadvihne nad obrobok a dôjde k zapáleniu zváracieho oblúka. |
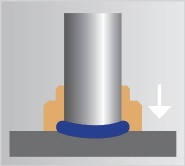
Svorník je ponorený do veľmi plytkej penetračnej zóny a je neoddeliteľne spojený. |
Aplikácie
Vzhľadom k väčšej hĺbke natavenia od 1 do 3 mm sa táto technológia používa predovšetkým k naváraniu na obrobky s hrúbkou od 2 mm. Tieto zváracie zariadenia sú štandardne použiteľné k priváraniu spojovacích súčastí v plynovej ochrannej atmosfére a aj k naváraniu metódou krátkodobého zdvihového zapaľovania. Zváracia technológia so zdvihovým zapaľovaním vytvára veľmi kvalitné zvarové spojenia a je mimoriadne vhodná na zvary, u ktorých sú vysoké požiadavky na pevnosť a technickú bezpečnosť spoja. Zavedenie tejto technológie sa napríklad osvedčilo v strojárenstve, lodnom priemysle, stavebníctve, elektrárňach vrátane atómových, pri stavbe kotlov, vo výrobe prístrojov, v stavebnom priemysle pri izolačných prácach, vo výrobe stavebných panelov. Pomer najnižšej hrúbky plechu k priváranej spojovacej súčasti je 1:4. To platí aj pre priváranie v ochrannej atmosfére plynov.


>>> Zariadenia priváranie svorníkov so zdvihovým zapaľovaním